UBI Framebuilding Class - Day 5
5/15/2015 - Day 5



- Frame Tubing
- Choosing Frame Tubes
- 8/5/8 is OK to use
- Wall thickness
- Overall length of tube should reach to at least halfway across adjacent tubes
- Check seat tube with actual seat post to ensure fit and determine butted/non-butted ends
- Locate tube butting (look inside)
- Watch for short vs. long butts
- Bias long tube butts towards the headtube
- Mark tubes just past center of adjacent tube
- Label tubes and their orientation
- Machining Dimensions (see worksheet)
- TT/ST: 73°/17°
- TT Miter Length: inside corner to inside corner
- TT/HT: 73°/17°
- Notch ST for Lugged BB, Notch DT for Fillet-brazed BB
- Tube Mitering
- On the Milling Machine
- Diameter of Cutting Tool/384 = approximate cutting RPM
- By Hand (specific to TT/HT Joint, others similar)
- Only rough-cut one end
- Scribe to inside of headlug
- Use Bevel Protractor/angle gauge set to HT/TT angle as filing guide
- Cut miter and file
- Clean out inside of tube (file/emery cloth)
- Scribe mark down length of HT for vent hole locations
- Drill 0.25-inch hole (#3 drill bit)
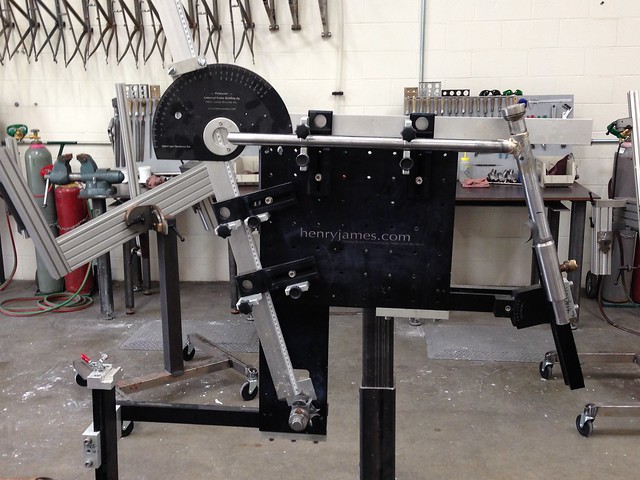
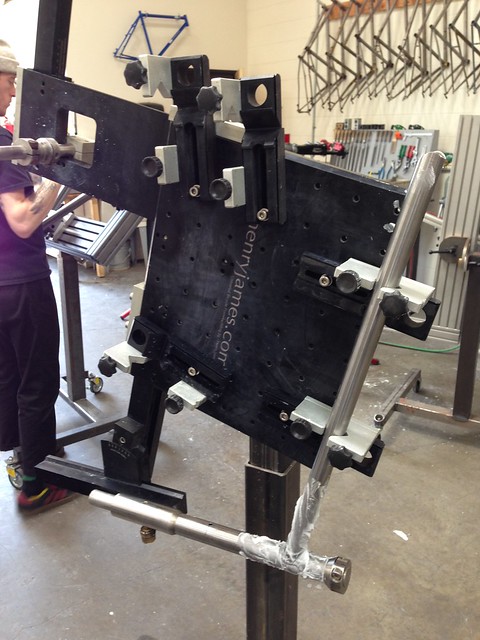
- Henry James Jig Set-up (specific to HT/TT)
- Level out the TT blocks against the jig's backplate with provided angle-iron
- Set centerlines for TT
- Adjust lower blocks first
- Adjust upper V-blocks next
- Set Head Angle -- watch for loose gauge block
- Head Tube Rod - put HT on
- Head Tube Height Adjustment
- Align HT vent hole with TT
- Check HT height from drawing
- Rock tubes in lug to ensure they're fully seated
- Make sure all clamp bolts are tight
- HT/TT Brazing
- Silver flux everything
- Rotate jig to expose obtuse angle of tubing/lug joint
- Tack obtuse angle
- Tack acute angle
- Follow brazing sequence to complete lug braze
- "Paint" with torch flame to move the silver where you want it to go
- Seat Tube
- Notched for lugged frames to locate tube in BB
- Locate ST in BB and lay on drawing to locate ST/TT vent hole
- Check BB port angle against drawing
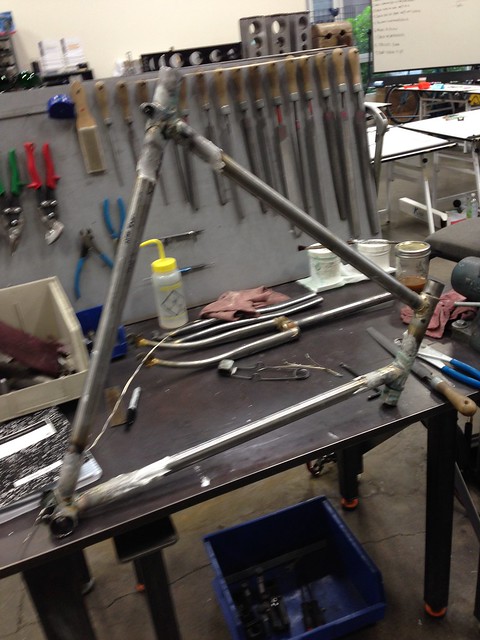
- Brazing the Frame
- Mount tubes in Henry James jig
- Ask instructor for help
- Flux everything
- Brazing
- Remember: Obtuse angles first
- Tip jig to point joint downwards to leverage gravity
- Use soft reducing flame, barely roaring
- Start w/HT/DT lug, braze similar to HT/TT lug
- Move to BB (rotate jig)
- Do obtuse/bottom/outside angle first
- Then do back/acute angle
- Don't cook CS ports
- FEed fillter at DT, look for it at ST
- Then do sides of ST
- Last do ST/TT lug, obtuse angle first (rotate jig)
- Feed filler at TT, look for it to come out at ST
posted by jim g at 5:11 PM
![]()
![]()

0 Comments:
Post a Comment
<< Home